
Barcode Scanning Tunnel Keeps Production Lines Moving
Barcode Scanner System | Irving, Texas
Smart-Tech Barcode Scanning Tunnel Provides Automation to Fast Growing Manufacturing and Distribution Center
Industry: Chemical Manufacturing and Distribution Center in Irving TX
Challenge: Needed increased storage capacities and productivity and to accommodate rapid growth.
Solution: Automated Identification System – Add a barcode scan tunnel for efficient deliveries to fill stations as well as pallet racking for bulk storage.
Equipment: Barcode Scanner by Shepherd Controls, Lewco Powered Roller Conveyor and Gravity Conveyor, Warehouse Pallet Racking by Interlake Mecalux
Challenge: Handling productivity increase for fast-growing needs
An industry-leading chemical production and distribution operation in Irving Texas, specializing in insecticides and industrial solvents, had just built a new warehouse to expand their operations.
According to Rode Chambers, W.W. Cannon automotive and material handling sales specialist, “Our client’s growth demanded expansion, so we were asked to design the layout for their manufacturing line and equip the new storage area.”
Solution: Provide an automated identification system to increase product flow
To increase product supply to keep up with their customer demand, W.W. Cannon was asked to provide a solution to that would maintain a high-productivity flow rate while minimizing the need for manual handling.
Due to the different shapes and sizes of the containers and barrels being conveyed to various fill stations, they needed a “smart” system to automate the identification and sortation of their products.
Barcode Scanning Tunnel
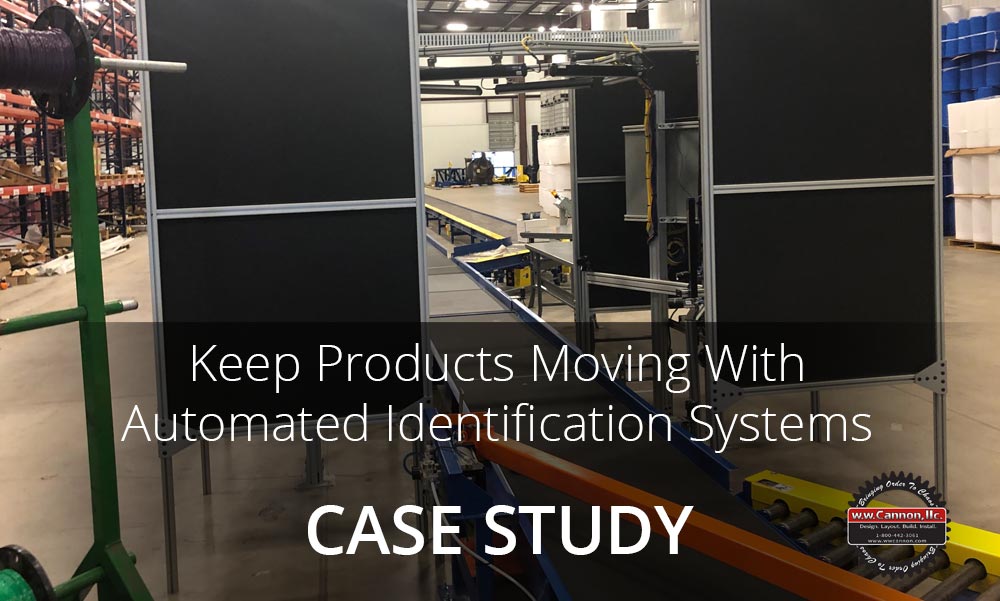
“We installed powered roller conveyor and integrated a digital scan tunnel into the start of the conveyor path,” says Chambers.
In the tunnel, the empty containers and drums are scanned by a barcode reader and then separated according to the chemical product they will contain. The scan tunnel sensors reliably counts, measures, inspects, recognizes, and verifies the position, size, and overall shape of objects passing along the conveyor and then sorts them on to their destination.
How Does It Work?
The smart system takes current orders and determines what containers need to be filled and when.
Prior to entering the scan tunnel, all containers – from 12”x24” boxes up to 55 gallon drums – are labeled according to their destination. Once labeled, a “train” of containers travel down the conveyor line and pass through the barcode tunnel where they’re scanned then assigned to a particular fill station. Then each container is set upon a specified path to it’s correct destination.
Sticker Identification and Printing
The scanner also determines safety stickers according to the chemical product. The stickers are printed and applied at the correct phase in the operation.
Built-In Scan Fail Handler
To improve consistency, there’s a built-in handler if the scan fails. The scan tunnel will reject items with non-readable labels. Fail rate is expected to be less than 5%.
System Reporting
The software features a variety of reports such as historical data on how much of what product has been filled and throughput rate in order to evaluate efficiency and find areas of improvement.
Repurpose existing equipment vs. expense and time of getting new
While we were working hard to outfit the new manufacturing line, we had heard that the nearby warehouse belonging to their sister company became available. This facility needed to be reconfigured before going online and they needed the additional space ASAP.
Saving time was a driving factor for our client. They didn’t necessarily need new equipment, the acquired facility already had storage equipment available. We just didn’t know what shape it was in so needed to do a quick evaluation.
“Our inspection proved that the existing pallet rack was in good condition,” says Chambers. “But the layout was not effective, so we provided a more efficient design to best fit their needs. Our installation crew dismantled the existing rack, moved it, and reinstalled it fast.”
Success: Smart Automation = Future Business
With the automated identification system installed, production efficiency on the new manufacturing line is currently exceeding expectations.
According to Chambers, “This first barcode scan tunnel is an example of what will be used in their other plants. Due to the substantial increase in productivity, we’ll be installing an additional 10+ scan tunnels next year for them.”
“They’re very happy with the custom designed system and customer service we’ve provided.”
Next Steps
What type of storage or production line challenges are you dealing with? We’ll quickly help solve your most pressing system or flow challenges.
Find the Right Solution
How can we help you solve your challenges? Reach out and someone will be in touch soon for more details.
Other Topics
Related Stories

The loading dock is essential to any business. It should operate safely, efficiently, and dependably, as it’s a vital part…

Aerosol storage cages play a crucial role in ensuring safety, compliance, and efficient management of potentially hazardous materials. These cans…

Over the past decade, the warehousing and distribution center sector has grown substantially, with a workforce exceeding 1.9 million individuals…